甘肃供应十字柱焊接,十字柱生产

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
甘肃供应十字柱焊接,十字柱生产
十字柱的焊接:
1.十字柱十字位置焊接采用气保焊打底,埋弧焊盖面。
2.做好焊前的准备工作:加设引熄弧板;清理焊接区。③焊接参数的选择:气保焊焊接电流:I=240~280A,焊接电压:U=26~32V、焊接速度:V=120~150mm/min。④焊接顺序的选择:为合理的控制焊接过程中产生的变形,焊接顺序按以下进行,并在焊接过程中加强检查,以便随时作出相应调整。
3.a对于十字和T形的坡口焊接,在构件放置条件允许或易于翻身的情况下,采用双面坡口对称顺序焊接。④-b.对双面坡口不对称的,宜采用先焊深坡口侧部分焊缝,后焊浅坡口侧,最后焊完深坡口侧焊缝的顺序。
4.c对大型结构宜采取分部组装焊接,分别矫正变形后再进行总装焊接或连接。
5.十字柱焊接完成后,将工艺隔板去除,并对十字柱进行打磨。
6.十字柱矫正十字柱矫正采用手工火焰矫正方法进行矫正。利用火焰矫正时,加热温度控制在650℃左右,扭曲变形矫正时,一端固定,另一端采用液压千斤顶进行矫正。
组装十字柱上零件板:
1.施工准备。A.零件组装时应确认零件厚度和外形尺寸已经检验合格,已无切割毛刺和缺口,并应核对零件编号、方向和尺寸无误后才可进行组装。B.核对待装配的钢柱本体的编号、规格,确认局部的补修及弯扭变形均已调整完毕。
2.十字柱的大组立。A.将钢柱本体放置在装配平台上,确立水平基准;根据各部件在图纸上的位置尺寸,利用石笔在钢柱本体上进行划线,其位置线包括中心线、基准线等,各部件的位置线应采用双线标识,定位线条清晰、准确,避免因线条模糊而造成尺寸偏差。B.待装配的部件,应根据其在结构中的位置,先对部件进行组装焊接和校正好,使其自身组焊在最佳的焊接位置上完成,实现部件焊接质量的有效控制。C.在装配平台上,按其部件在钢柱上的位置进行组立。
3.钢柱柱底板的装配方法。A.首先,确立装配的水平平台,将装配用的平台调好水平;然后,在柱底板上划出十字中心线及钢柱的断面形状。B.在水平胎架上,将底板与钢柱本体按靠线装配,确保柱底板对于钢柱本身成直角,并利用线坠确认。
4.对钢柱大组立装配完毕后,在柱底按要求对钢柱的中心线用红油漆做标识,并准确核对装配的方向。
十字柱由于其主材均为厚板,因此在主材的拼板和构件的组装焊接前要注意预热,以防止出现焊接缺陷。构件熔透量大,因此焊接变形较大。翼板宽度较窄,翼板变形校正较为困难。士字型构件组装时H型钢与T型钢的装配精度要求较大。士字型构件组装时H型钢与T型钢的装配精度要求较大。十字柱型构件焊接时整体收缩应力所造成的焊接变形较大,且变形的矫正比较困难。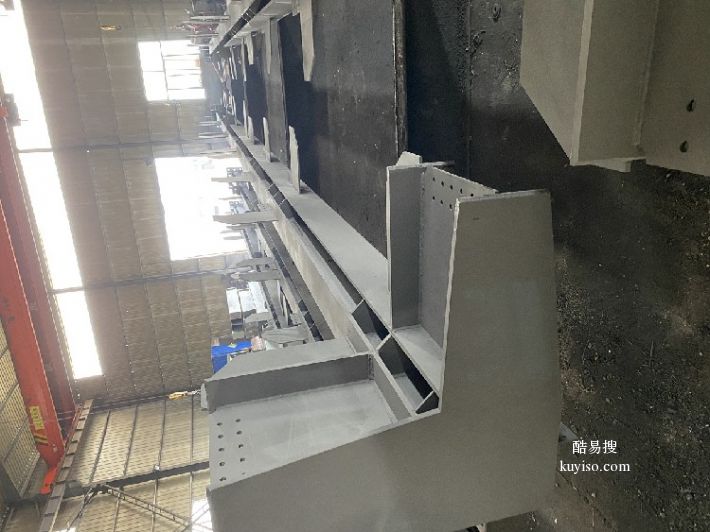
我国的钢结构建筑是从20世纪80年代开始兴起的,20世纪90年代以后,在国家的支持下呈现快速发展的态势。近年来,钢构建筑开始大量应用于大型建筑体系中,如厂房、体育场馆等。
我国的钢结构建筑起步较晚,在发展的初期由于受技术、施工设备等方面的限制,还不能完全实现国产化,因此在实际施工中大多采用中外合作的模式,建成了一批具有代表性的建筑,如上海金茂大厦等。自20世纪90年代中期开始,我国一些建筑企业凭借多年的建设经验,开始自主研究、开发和建设钢结构建筑。特别是在最近几年,具有完全自主知识产权的钢结构建筑越来越多,施工技术也越来越成熟。
主要生产:焊接H型钢、T 型钢、箱型柱、高精钢、幕墙精品方矩管、幕墙T型钢龙骨、幕墙立柱/梁、幕墙异型构件、幕墙构件、十字柱、异型钢、吊车梁、双腹板H型钢、焊接方管。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证